

1.Einleitung
Der Leichtbau im Automobilbau begann in den Industrieländern und wurde zunächst von den traditionellen Automobilgiganten angeführt. Mit der kontinuierlichen Weiterentwicklung hat er deutlich an Dynamik gewonnen. Von der Zeit, als Indien erstmals Aluminiumlegierungen zur Herstellung von Kurbelwellen für Automobile verwendete, bis zur ersten Serienproduktion von Vollaluminiumautos bei Audi im Jahr 1999 hat Aluminiumlegierungen aufgrund ihrer Vorteile wie geringer Dichte, hoher spezifischer Festigkeit und Steifigkeit, guter Elastizität und Schlagzähigkeit, hoher Recyclingfähigkeit und hoher Regenerationsrate ein starkes Wachstum in der Automobilanwendung erlebt. Bis 2015 lag der Anwendungsanteil von Aluminiumlegierungen in Automobilen bereits bei über 35 %.
Chinas Automobil-Leichtbau begann vor weniger als zehn Jahren, und sowohl die Technologie als auch die Anwendung hinken Industrieländern wie Deutschland, den USA und Japan hinterher. Mit der Entwicklung von Fahrzeugen mit alternativen Antrieben schreitet der Materialleichtbau jedoch rasant voran. Dank des Aufkommens von Fahrzeugen mit alternativen Antrieben holt Chinas Automobil-Leichtbautechnologie gegenüber Industrieländern auf.
Der chinesische Markt für Leichtbaumaterialien ist riesig. Einerseits hat China im Vergleich zu Industrieländern erst spät mit der Leichtbautechnologie begonnen, und das Gesamtgewicht der Fahrzeuge ist höher. Betrachtet man den Anteil von Leichtbaumaterialien im Ausland, besteht in China noch viel Entwicklungsspielraum. Andererseits wird die rasante Entwicklung der chinesischen Branche für Fahrzeuge mit alternativen Antrieben, bedingt durch politische Maßnahmen, die Nachfrage nach Leichtbaumaterialien ankurbeln und Automobilunternehmen dazu ermutigen, auf Leichtbau umzusteigen.
Die Verbesserung der Emissions- und Kraftstoffverbrauchsstandards beschleunigt den Leichtbau im Automobilbereich. China hat die Emissionsnorm China VI im Jahr 2020 vollständig umgesetzt. Gemäß der „Bewertungsmethode und Indikatoren für den Kraftstoffverbrauch von Personenkraftwagen“ und der „Roadmap für Energieeinsparung und Technologie für Fahrzeuge mit alternativen Antrieben“ beträgt der Kraftstoffverbrauch 5,0 l/km. Angesichts des begrenzten Spielraums für wesentliche Durchbrüche in der Motorentechnologie und der Emissionsreduzierung können Maßnahmen zur Leichtbauweise von Automobilkomponenten die Fahrzeugemissionen und den Kraftstoffverbrauch wirksam senken. Die Leichtbauweise von Fahrzeugen mit alternativen Antrieben ist zu einem wesentlichen Schritt in der Entwicklung der Branche geworden.
Im Jahr 2016 veröffentlichte die chinesische Gesellschaft für Automobiltechnik den „Fahrplan für Energieeinsparung und neue Antriebstechnologien für Fahrzeuge“. Darin werden Faktoren wie Energieverbrauch, Reichweite und Fertigungsmaterialien für Fahrzeuge mit neuen Antriebstechnologien für den Zeitraum von 2020 bis 2030 geplant. Leichtbau wird eine Schlüsselrichtung für die künftige Entwicklung von Fahrzeugen mit neuen Antriebstechnologien sein. Leichtbau kann die Reichweite erhöhen und die Reichweitenangst bei Fahrzeugen mit neuen Antriebstechnologien verringern. Mit der steigenden Nachfrage nach größeren Reichweiten wird Leichtbau bei Fahrzeugen dringend erforderlich, und die Verkaufszahlen von Fahrzeugen mit neuen Antriebstechnologien sind in den letzten Jahren deutlich gestiegen. Gemäß den Anforderungen des Bewertungssystems und des „Mittel- bis langfristigen Entwicklungsplans für die Automobilindustrie“ wird der Absatz von Fahrzeugen mit neuen Antriebstechnologien in China bis 2025 voraussichtlich die Marke von 6 Millionen Einheiten überschreiten, mit einer durchschnittlichen jährlichen Wachstumsrate von über 38 %.
2. Eigenschaften und Anwendungen von Aluminiumlegierungen
2.1 Eigenschaften der Aluminiumlegierung
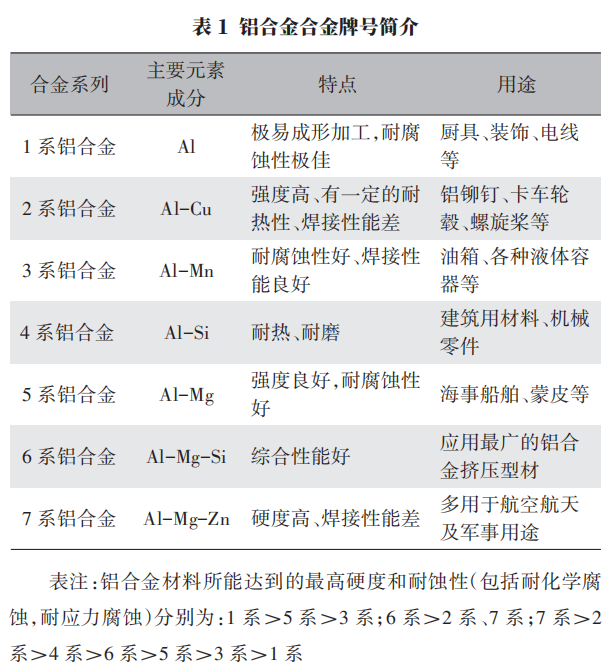
Aluminium hat eine Dichte von einem Drittel der von Stahl und ist daher leichter. Es hat eine höhere spezifische Festigkeit, lässt sich gut extrudieren, ist korrosionsbeständig und gut recycelbar. Aluminiumlegierungen bestehen hauptsächlich aus Magnesium und weisen eine gute Hitzebeständigkeit, gute Schweißeigenschaften und eine hohe Dauerfestigkeit auf. Sie sind nicht wärmebehandelt, können aber durch Kaltverfestigung noch festigkeitssteigernd wirken. Die 6er-Serie besteht hauptsächlich aus Magnesium und Silizium, wobei Mg2Si die Hauptverfestigungsphase darstellt. Die am häufigsten verwendeten Legierungen dieser Kategorie sind 6063, 6061 und 6005A. 5052-Aluminiumplatten sind Aluminiumplatten der AL-Mg-Serie mit Magnesium als Hauptlegierungselement. Sie sind die am häufigsten verwendete rostfreie Aluminiumlegierung. Diese Legierung weist eine hohe Festigkeit, Dauerfestigkeit, gute Plastizität und Korrosionsbeständigkeit auf, kann nicht wärmebehandelt werden, weist eine gute Plastizität bei Halbkaltverfestigung, eine geringe Plastizität bei Kaltverfestigung, eine gute Korrosionsbeständigkeit und gute Schweißeigenschaften auf. Es wird hauptsächlich für Komponenten wie Seitenwände, Dachabdeckungen und Türverkleidungen verwendet. Die Aluminiumlegierung 6063 ist eine wärmebehandelbare Verstärkungslegierung der AL-Mg-Si-Reihe mit Magnesium und Silizium als Hauptlegierungselementen. Es handelt sich um ein wärmebehandelbares Verstärkungsprofil aus Aluminiumlegierung mit mittlerer Festigkeit, das hauptsächlich in Strukturkomponenten wie Säulen und Seitenwänden zur Verstärkung eingesetzt wird. Eine Einführung in die Aluminiumlegierungssorten finden Sie in Tabelle 1.
2.2 Extrusion ist ein wichtiges Umformungsverfahren für Aluminiumlegierungen
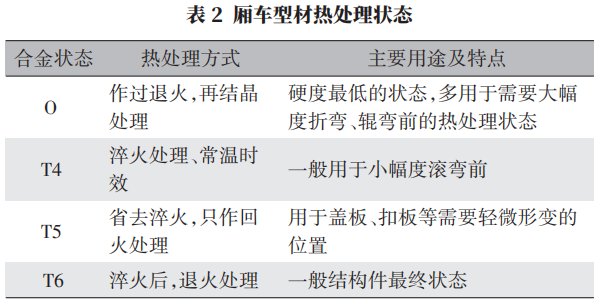
Das Strangpressen von Aluminiumlegierungen ist ein Warmumformungsverfahren. Der gesamte Produktionsprozess umfasst die Formung der Aluminiumlegierung unter dreifacher Druckspannung. Der gesamte Produktionsprozess lässt sich wie folgt beschreiben: a. Aluminium und andere Legierungen werden geschmolzen und zu den gewünschten Aluminiumlegierungsblöcken gegossen. b. Die vorgewärmten Blöcke werden zum Strangpressen in die Strangpressanlage gegeben. Unter Einwirkung des Hauptzylinders wird der Aluminiumlegierungsblock durch den Hohlraum der Form zu den gewünschten Profilen geformt. c. Um die mechanischen Eigenschaften von Aluminiumprofilen zu verbessern, wird während oder nach dem Strangpressen eine Lösungsglühung durchgeführt, gefolgt von einer Alterungsbehandlung. Die mechanischen Eigenschaften nach der Alterungsbehandlung variieren je nach Material und Alterungsverfahren. Der Wärmebehandlungsstatus von Kastenwagenprofilen ist in Tabelle 2 dargestellt.
Stranggepresste Produkte aus Aluminiumlegierungen haben gegenüber anderen Umformungsverfahren mehrere Vorteile:
a. Beim Extrudieren erhält das extrudierte Metall in der Verformungszone eine stärkere und gleichmäßigere Dreiwege-Druckspannung als beim Walzen und Schmieden, sodass die Plastizität des verarbeiteten Metalls voll ausgeschöpft werden kann. Es kann zur Verarbeitung schwer verformbarer Metalle verwendet werden, die nicht durch Walzen oder Schmieden verarbeitet werden können, und kann zur Herstellung verschiedener komplexer Bauteile mit hohlem oder massivem Querschnitt verwendet werden.
b. Da die Geometrie von Aluminiumprofilen variiert werden kann, weisen ihre Komponenten eine hohe Steifigkeit auf, was die Steifigkeit der Fahrzeugkarosserie verbessern, ihre NVH-Eigenschaften verringern und die dynamischen Steuereigenschaften des Fahrzeugs verbessern kann.
c. Produkte mit Extrusionseffizienz weisen nach dem Abschrecken und Altern eine deutlich höhere Längsfestigkeit (R, Raz) auf als Produkte, die mit anderen Methoden verarbeitet wurden.
d. Die Oberfläche der Produkte weist nach der Extrusion eine gute Farbe und eine gute Korrosionsbeständigkeit auf, sodass keine weitere Korrosionsschutzbehandlung der Oberfläche erforderlich ist.
e. Die Extrusionsverarbeitung bietet große Flexibilität, niedrige Werkzeug- und Formkosten sowie geringe Kosten für Designänderungen.
f. Durch die Steuerbarkeit der Aluminiumprofilquerschnitte kann der Grad der Komponentenintegration erhöht, die Anzahl der Komponenten reduziert und durch unterschiedliche Querschnittskonstruktionen eine präzise Schweißpositionierung erreicht werden.
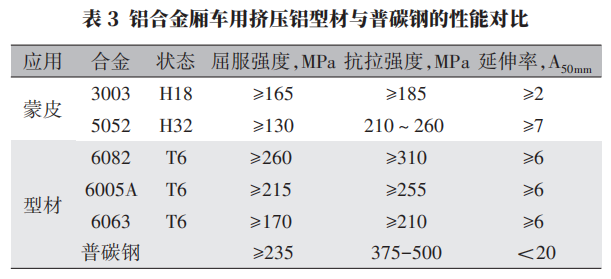
Der Leistungsvergleich zwischen stranggepressten Aluminiumprofilen für Kastenwagen und unlegiertem Kohlenstoffstahl ist in Tabelle 3 dargestellt.
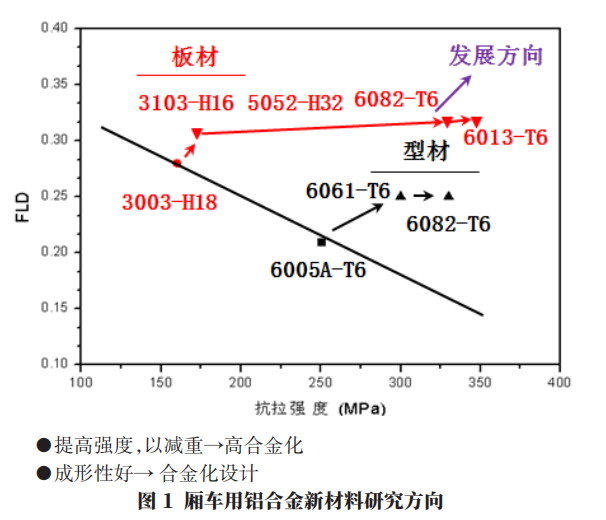
Nächste Entwicklungsrichtung bei Aluminiumlegierungsprofilen für Kastenwagen: Weitere Verbesserung der Profilfestigkeit und Verbesserung der Extrusionsleistung. Die Forschungsrichtung für neue Materialien für Aluminiumlegierungsprofile für Kastenwagen ist in Abbildung 1 dargestellt.
3. Struktur, Festigkeitsanalyse und Überprüfung von Kastenwagen aus Aluminiumlegierung
3.1 Kastenwagenstruktur aus Aluminiumlegierung
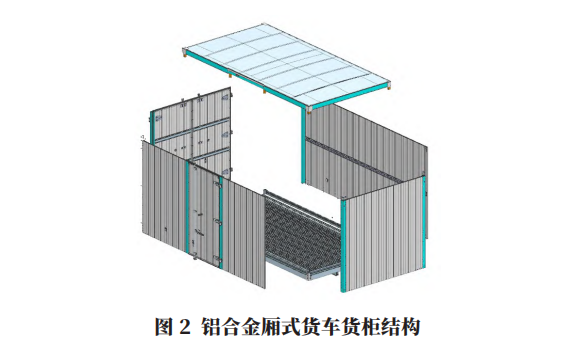
Der Kastenwagenbehälter besteht hauptsächlich aus der Frontplatte, den linken und rechten Seitenwänden, den Seitenwänden der Hecktür, der Bodenplatte, der Dachplatte sowie U-förmigen Bolzen, Seitenschutz, Heckschutz, Schmutzfängern und weiterem Zubehör, das mit dem Fahrgestell zweiter Klasse verbunden ist. Die Querträger, Säulen, Seitenträger und Türpaneele des Kastenwagens bestehen aus stranggepressten Profilen aus Aluminiumlegierung, während Boden- und Dachpaneele aus flachen Platten aus Aluminiumlegierung 5052 bestehen. Der Aufbau des Kastenwagens aus Aluminiumlegierung ist in Abbildung 2 dargestellt.
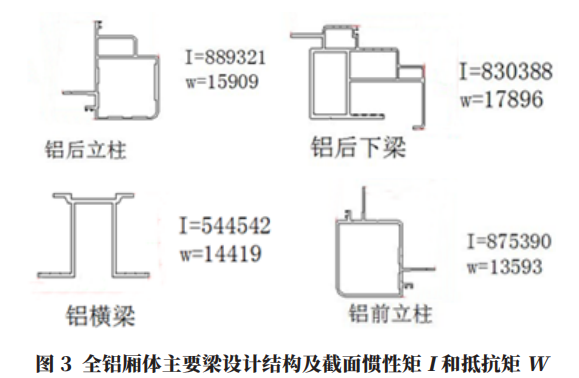
Durch das Warmextrusionsverfahren der Aluminiumlegierung der Serie 6 können komplexe Hohlquerschnitte geformt werden. Die Konstruktion von Aluminiumprofilen mit komplexen Querschnitten spart Material, erfüllt die Anforderungen an Produktfestigkeit und -steifigkeit und erfüllt die Anforderungen an die gegenseitige Verbindung verschiedener Komponenten. Abbildung 3 zeigt die Konstruktionsstruktur des Hauptträgers sowie die Trägheitsmomente I und Widerstandsmomente W des Querschnitts.
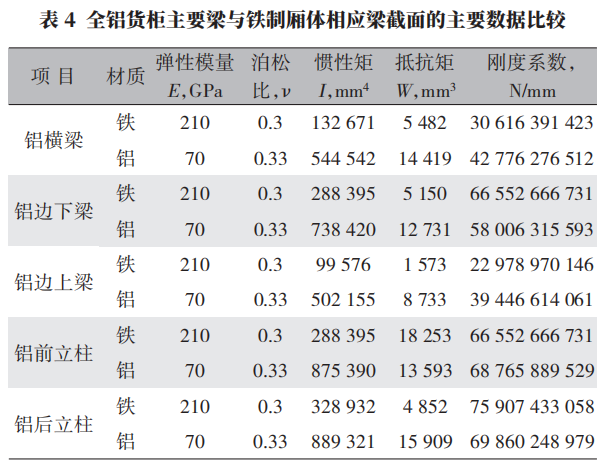
Ein Vergleich der Hauptdaten in Tabelle 4 zeigt, dass die Trägheits- und Widerstandsmomente des entworfenen Aluminiumprofils besser sind als die entsprechenden Daten des Eisenträgerprofils. Die Daten zum Steifigkeitskoeffizienten entsprechen in etwa denen des entsprechenden Eisenträgerprofils und erfüllen alle die Verformungsanforderungen.
3.2 Berechnung der maximalen Spannung
Die maximale Belastung wird anhand der wichtigsten tragenden Komponente, dem Querträger, berechnet. Die Nennlast beträgt 1,5 t. Der Querträger besteht aus einem Profil aus Aluminiumlegierung 6063-T6 mit den in Tabelle 5 dargestellten mechanischen Eigenschaften. Zur Berechnung der Kräfte wird der Träger vereinfacht als Kragträgerstruktur verwendet (siehe Abbildung 4).
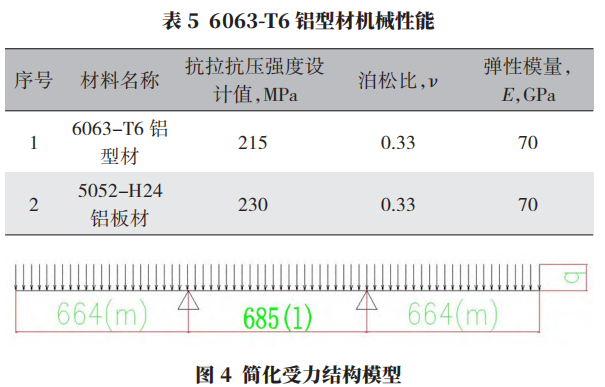
Bei einem Träger mit einer Spannweite von 344 mm wird die Druckbelastung des Trägers mit F = 3757 N basierend auf 4,5 t berechnet, was dem Dreifachen der statischen Standardlast entspricht. q = F/L
Dabei ist q die innere Spannung des Trägers unter der Last in N/mm; F ist die vom Träger getragene Last, berechnet auf der Grundlage der dreifachen statischen Standardlast, die 4,5 t beträgt; L ist die Länge des Trägers in mm.
Daher beträgt die innere Spannung q:

Die Formel zur Berechnung der Spannung lautet wie folgt:

Das maximale Moment beträgt:

Wenn der Absolutwert des Moments M = 274.283 N·mm, die maximale Spannung σ = M/(1,05 × w) = 18,78 MPa und der maximale Spannungswert σ < 215 MPa angenommen werden, werden die Anforderungen erfüllt.
3.3 Anschlusseigenschaften verschiedener Komponenten
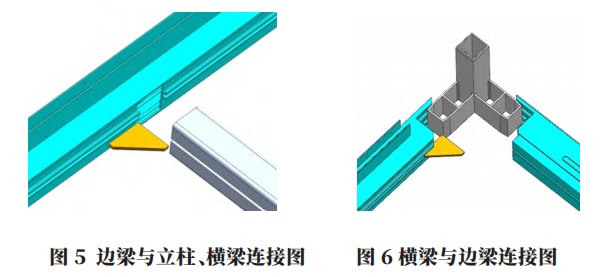
Aluminiumlegierungen sind schlecht schweißbar, und ihre Schweißpunktfestigkeit beträgt nur 60 % der Festigkeit des Grundmaterials. Aufgrund der Al2O3-Schicht auf der Oberfläche der Aluminiumlegierung ist der Schmelzpunkt von Al2O3 hoch, während der von Aluminium niedrig ist. Beim Schweißen einer Aluminiumlegierung muss das Al2O3 auf der Oberfläche schnell aufgebrochen werden, um den Schweißvorgang durchzuführen. Gleichzeitig verbleiben Al2O3-Rückstände in der Aluminiumlegierungslösung, beeinträchtigen die Struktur der Aluminiumlegierung und verringern die Festigkeit der Schweißpunkte der Aluminiumlegierung. Daher werden diese Eigenschaften bei der Konstruktion eines Vollaluminiumbehälters umfassend berücksichtigt. Schweißen ist die wichtigste Positionierungsmethode, und die wichtigsten tragenden Komponenten werden durch Bolzen verbunden. Verbindungen wie Nieten und Schwalbenschwanzstrukturen sind in den Abbildungen 5 und 6 dargestellt.
Die Hauptstruktur des Vollaluminium-Kastenaufbaus besteht aus ineinandergreifenden Horizontalträgern, Vertikalsäulen, Seitenträgern und Randträgern. Zwischen jedem Horizontalträger und jeder Vertikalsäule befinden sich vier Verbindungspunkte. Die Verbindungspunkte sind mit gezackten Dichtungen ausgestattet, die mit der gezackten Kante des Horizontalträgers harmonieren und so ein Verrutschen effektiv verhindern. Die acht Eckpunkte sind hauptsächlich durch Stahlkerneinsätze verbunden, die mit Bolzen und selbstsichernden Nieten befestigt und durch 5 mm starke dreieckige Aluminiumplatten verstärkt sind, die im Inneren des Kastens verschweißt sind, um die Eckpositionen innen zu verstärken. Das äußere Erscheinungsbild des Kastens weist keine Schweißnähte oder freiliegenden Verbindungspunkte auf, was das Gesamtbild des Kastens gewährleistet.
3.4 SE Synchronous Engineering Technologie
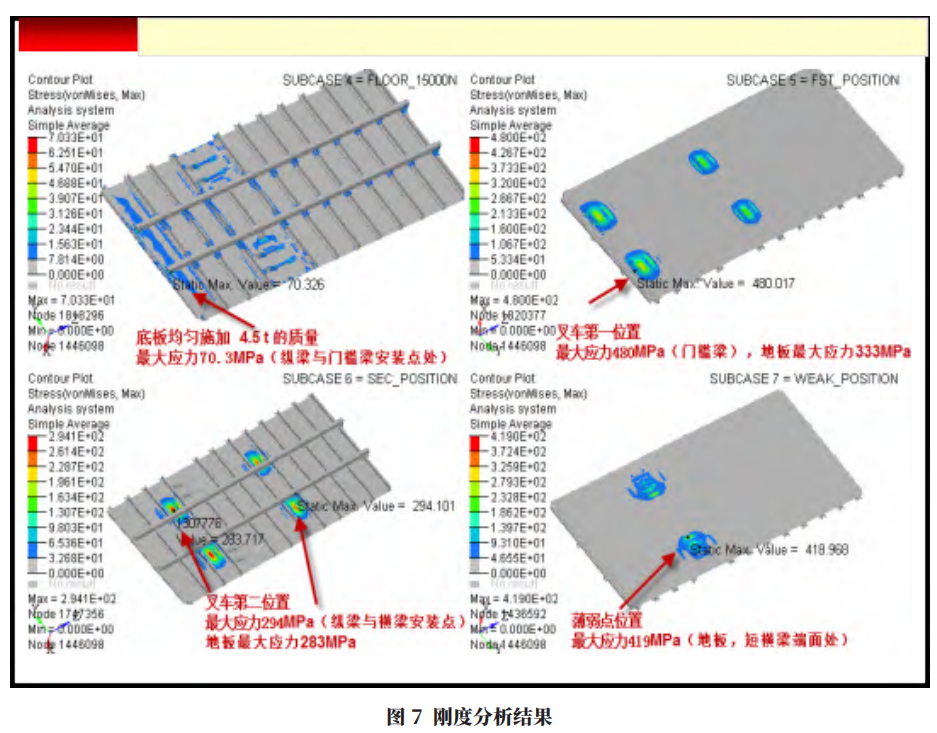
Die Synchronous-Engineering-Technologie von SE wird eingesetzt, um Probleme zu lösen, die durch große akkumulierte Größenabweichungen bei passenden Komponenten im Kastenaufbau entstehen, sowie um die Schwierigkeiten bei der Ursachenfindung für Lücken und Ebenheitsfehler zu beheben. Mittels CAE-Analyse (siehe Abbildung 7-8) wird eine Vergleichsanalyse mit Kastenaufbauten aus Eisen durchgeführt, um die Gesamtfestigkeit und -steifigkeit des Kastenaufbaus zu prüfen, Schwachstellen zu finden und Maßnahmen zur Optimierung und Verbesserung des Konstruktionsschemas zu ergreifen.
4. Leichtbaueffekt von Kastenwagen aus Aluminiumlegierung
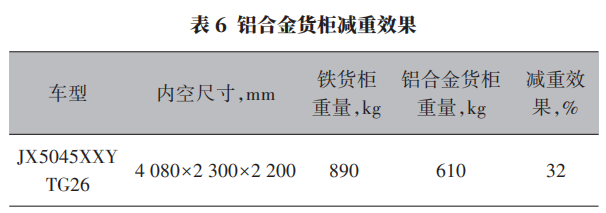
Neben dem Kofferaufbau können Aluminiumlegierungen auch Stahl für verschiedene Komponenten von Kastencontainern ersetzen, wie z. B. Kotflügel, Heckschutz, Seitenschutz, Türverschlüsse, Türscharniere und Heckschürzenkanten. Dadurch lässt sich das Gewicht des Laderaums um 30 bis 40 % reduzieren. Die Gewichtsreduzierung für einen leeren Frachtcontainer mit den Abmessungen 4080 mm × 2300 mm × 2200 mm ist in Tabelle 6 dargestellt. Dadurch werden die Probleme von Übergewicht, Nichteinhaltung von Vorschriften und regulatorischen Risiken herkömmlicher Laderäume aus Eisen grundlegend gelöst.
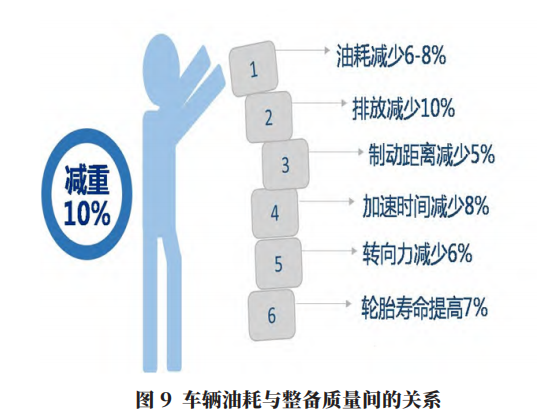
Durch den Ersatz von herkömmlichem Stahl durch Aluminiumlegierungen bei Automobilkomponenten lassen sich nicht nur hervorragende Leichtbaueffekte erzielen, sondern auch Kraftstoffeinsparungen, Emissionsreduzierung und eine verbesserte Fahrzeugleistung erzielen. Derzeit gibt es unterschiedliche Meinungen zum Beitrag des Leichtbaus zur Kraftstoffeinsparung. Die Forschungsergebnisse des International Aluminium Institute sind in Abbildung 9 dargestellt. Jede 10-prozentige Gewichtsreduzierung eines Fahrzeugs kann den Kraftstoffverbrauch um 6 bis 8 % senken. Laut inländischen Statistiken kann eine Gewichtsreduzierung von 100 kg pro Pkw den Kraftstoffverbrauch um 0,4 l/100 km senken. Der Beitrag des Leichtbaus zur Kraftstoffeinsparung basiert auf Ergebnissen unterschiedlicher Forschungsmethoden und kann daher variieren. Dennoch hat der Leichtbau im Automobilbereich einen erheblichen Einfluss auf die Reduzierung des Kraftstoffverbrauchs.
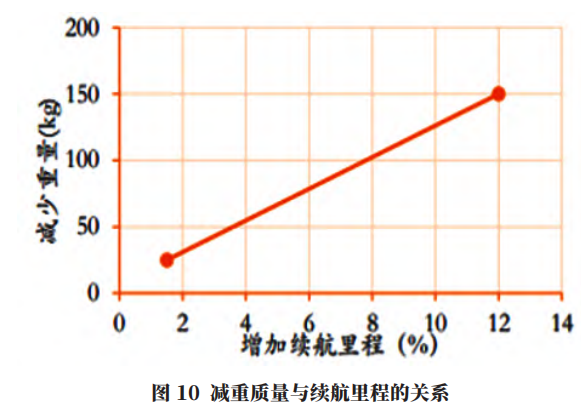
Bei Elektrofahrzeugen ist der Gewichtsreduzierungseffekt noch ausgeprägter. Die Energiedichte von Batterien unterscheidet sich derzeit deutlich von der herkömmlicher Fahrzeuge mit Flüssigbrennstoff. Das Gewicht des Antriebssystems (einschließlich Batterie) macht bei Elektrofahrzeugen oft 20 bis 30 % des Gesamtgewichts des Fahrzeugs aus. Gleichzeitig ist es eine weltweite Herausforderung, die Leistungsengpässe bei Batterien zu überwinden. Bis es zu einem großen Durchbruch in der Hochleistungsbatterietechnologie kommt, ist Gewichtsreduzierung ein wirksames Mittel, um die Reichweite von Elektrofahrzeugen zu verbessern. Pro 100 kg Gewichtsreduzierung kann die Reichweite von Elektrofahrzeugen um 6 bis 11 % erhöht werden (die Beziehung zwischen Gewichtsreduzierung und Reichweite ist in Abbildung 10 dargestellt). Derzeit kann die Reichweite von reinen Elektrofahrzeugen den Anforderungen der meisten Menschen nicht gerecht werden, aber eine gewisse Gewichtsreduzierung kann die Reichweite deutlich verbessern, die Reichweitenangst verringern und das Fahrerlebnis verbessern.
5. Schlussfolgerung
Neben der Vollaluminiumkonstruktion des hier vorgestellten Kastenwagens aus Aluminiumlegierung gibt es verschiedene Kastenwagentypen, wie z. B. Aluminiumwabenplatten, Aluminiumschnallenplatten, Aluminiumrahmen + Aluminiumhäute sowie Eisen-Aluminium-Hybridfrachtcontainer. Sie zeichnen sich durch geringes Gewicht, hohe spezifische Festigkeit und gute Korrosionsbeständigkeit aus und benötigen keinen Elektrotauchlack zum Korrosionsschutz, wodurch die Umweltbelastung durch Elektrotauchlackierung reduziert wird. Der Kastenwagen aus Aluminiumlegierung löst grundlegend die Probleme von Übergewicht, Nichteinhaltung von Ankündigungen und regulatorischen Risiken herkömmlicher Laderäume aus Eisen.
Das Extrudieren ist ein wichtiges Verarbeitungsverfahren für Aluminiumlegierungen. Aluminiumprofile weisen hervorragende mechanische Eigenschaften auf, sodass die Querschnittssteifigkeit der Komponenten relativ hoch ist. Aufgrund des variablen Querschnitts können Aluminiumlegierungen mehrere Komponentenfunktionen vereinen und eignen sich daher gut für den Leichtbau im Automobilbau. Die breite Anwendung von Aluminiumlegierungen birgt jedoch Herausforderungen wie unzureichende Designmöglichkeiten für Laderäume, Probleme beim Umformen und Schweißen sowie hohe Entwicklungs- und Vermarktungskosten für neue Produkte. Der Hauptgrund dafür ist, dass Aluminiumlegierungen noch teurer sind als Stahl, solange ihre Recyclingökologie noch nicht ausgereift ist.
Zusammenfassend lässt sich sagen, dass sich der Anwendungsbereich von Aluminiumlegierungen in Automobilen erweitern wird und ihre Verwendung weiter zunehmen wird. Angesichts der aktuellen Trends zur Energieeinsparung, Emissionsreduzierung und der Entwicklung der Branche für Fahrzeuge mit alternativen Antrieben werden Aluminium-Extrusionsmaterialien mit dem zunehmenden Verständnis der Eigenschaften von Aluminiumlegierungen und effektiven Lösungen für Anwendungsprobleme von Aluminiumlegierungen immer häufiger im Leichtbau von Automobilen eingesetzt.
Herausgegeben von May Jiang von MAT Aluminum
Veröffentlichungszeit: 12. Januar 2024



